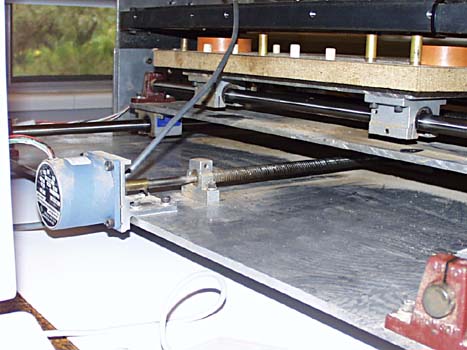
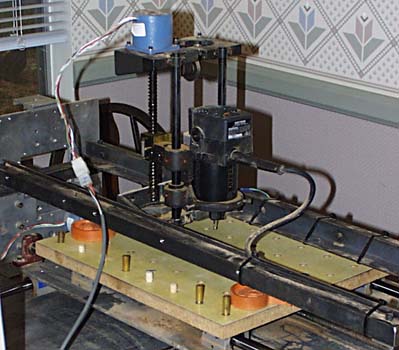
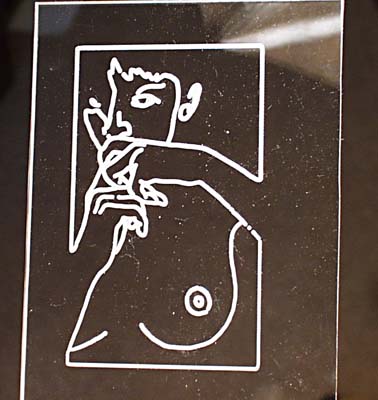
Details of a homebuilt CNC table for routing wood, metalThere are many pictures here. Rather than make you wait for all of them to load, you can ask for the ones you want to see. After viewing the picture, use the "BACK" button in your browser to return to this description. Click here to see a bigger picture of the whole setup on a single table top (200K file). I use this machine with a Macintosh. (The Macintosh computer is NOT included.) I recommend an old Mac Plus or SE. They're cheap ($50 to $100) and small and easily fit in the shop. It's nice if the computer has a hard disk, but the software will fit on a floppy drive (except for Adobe Illustrator). I do my design work on a bigger, faster Mac, then move data files on floppy disks to the Mac SE in the shop. The basic machine can also be used from Windows if you have software. There are two ways to do this. If you have software that generates step and direction commands to the parallel port, this will drive my motor driver board (see below). My serial to parallel converter (see below) can also be used from a serial port on a PC. It runs at 19200 baud and uses a simple language to specify coordinates. You can tell the converter to go to a coordinate, and it will drive the motors in a straight line to get there. For the most part, it uses the language described at the end of this page. The Macintosh has no parallel port, so I've built a serial to parallel converter. This Z80 computer also monitors the limit switches and steps the motors. It connects to the Mac modem port, plugs into the wall for AC, and connects to the motor driver board with a ribbon cable. The motor driver board provides voltage and current for the motors. It has step and direction inputs. If you use Windows, you can connect your parallel port to this part to drive the table. But you will need Windows or DOS software to design your parts and generate the step and direction data on the parallel port. The tool has a wooden work surface with holes drilled in it for clamps and hold-downs. The wooden surface moves in two axes underneath the router. The router is mounted in a fixture that moves up and down on a lead screw. The router support is made of 1" square solid steel bars. There is a wooden enclosure will not be shipped, but you can have it if you come to Santa Barbara. The cutting table fits inside and a glass door can be lowered to contain chips and noise. Samples of work produced You can also cut shapes out of thin stock. My interest is clocks. I was also planning on making a brass skeleton clock. These clocks have fancy, complex front and back plates. I bought a book on making a skeleton clock which provided full size patterns. I scanned the pattern and traced it in Adobe Illustrator. A brass clock would require brass gears. While the brass gear teeth would not be cut on this tool, the brass blanks for the gears would be. Another application for the tool would be to cut (engrave) clock faces in wood or brass, complete with numbers and chapter ring. I've made some unusual mercury toys with it. These consist of a layer of white or black Plexiglas into which a complex pattern is cut with the tool. A blob of mercury is inserted into the maze, and a clear Plexiglas cover is glued on. A wooden frame is then made to contain the sandwich. It's fun to turn the thing around and watch the mercury "worm" run through the maze. Because the language for the table is so simple, you can generate files for cutting other ways. For example, I wrote a Basic program that generated coordinates for Lissajous patterns, and saved them on disk. I cut six different harmonic relationships as Lissajous patterns in squares of cherry wood, then filled the cut channels with black epoxy. Finally, I assembled the six panels into a cube. I call it the Cube of Harmonies. You can make dramatic signs by cutting a round bottom channel in a sheet of Plexiglas, then mounting it in a box with a light so the light shines into the edge of the Plexiglas. The cut channel lights up brightly. One of my original applications for the table was to cut channels for inlay in wood. In this example you can see the top of a jewelry box made of Goncalo Alves with a geometric pattern of ebony inlay. Unfortunately, in this case, the ebony has faded over time (!!) and the contrast is not very great. Nevertheless, the motorized table cuts an accurate, complex pattern into which you can fit strips of metal or wood (or fill them with resin as in the Cube of Harmonies). The Macintosh software Adobe Illustrator allows you to make measured shapes very easily. It also excels in conversion of arbitrary shapes (like a skeleton clock plate) into tool paths because you just draw or trace what you want. However, it doesn't understand cutter offset so you must draw the tool path itself. Sometimes I draw the shape I want, then draw a circle that's the diameter of the cutter I'll use. I place a bunch of these circles around the shape to indicate the tool path, then connect the center points of the circles with a line. This line is the tool path, and I convert this line to the XY file. You must delete everything but the line you want to cut. I design my shape in Illustrator, then remove all the supporting "design" lines and save a copy as an intermediate file. I translate the intermediate file but save the full original in case I want to make changes. It's not exactly a CAD program, but it serves my needs and it runs on a Macintosh. You can't specify which direction the tool will move, though it almost always moves in the direction that you drew the line in. In other words, you can't specify conventional cutting or climb cutting except by how you draw the shape. This has not been a problem. The first things drawn are the first things cut. If you want to specify the cutting order in a complex shape, you can make a shape cut first by moving it "to the back" in Illustrator. Screenshot of the Macintosh Program
The right hand window shows the shape about to be cut and monitors the movement of the cutter during operation. The left screen gives you control of parameters.
The FILE menu lets you translate an Illustrator version 3 file into an XY file for cutting, or load a file previously translated into the buffer so it can be cut. When the program is automatically cutting from a file, you can halt motion with the space bar and then raise or lower the cutter, or change the feed rate, and then resume cutting. You can abort cutting at any time with the ESC key. You can also write files manually for cutting in my "XY" language. Here's a sample of the language: *-- Filename: 3rd - 3/32.txt*-- Length: 1658 steps *-- Depth: -21 steps C0 M0,0 P D U M1278,1277 D M1278,1277 M1266,1289 M1253,1301 The first three lines are comments. Lathe driving software I will include the lathe program with the router table. You will need to motorize your own small lathe. Click here to see a small flute turned on the lathe. Bryan Mumford |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}