|
Using the Sherline CNC Rotary Indexer This page describes an application of the Sherline Rotary Indexer for clock wheel (gear) cutting. The tool will be used by Ray Bates, a clockmaker in Newfane, Vermont. The mounting was designed and fabricated by Pete Warren in Keene, New Hampshire. They have mounted the rotary table to the quick change gear plate of a South Bend lathe. The rotary motion is coupled to the lathe with an insert in the back end of the headstock. Every motion of the rotary table is transferred to the headstock. The gear cutting tool will be mounted in a milling attachment of the cross slide. A remote trigger switch will be plugged into the Interface connector of the rotary table controller. This switch will be mounted to the bed of the lathe. After each tooth is cut by advancing the the cross slide into the wheel blank, the cross slide will be backed out and run into the switch, which will automatically index the headstock to the next tooth position. In this way clock gears with any tooth count can be cut by simply changing the division count of the CNC rotary indexer. A refinement of this procedure will shortly be possible which will automate the entire wheel cutting operation. We are now adding a "daisy chain" function to the rotary table controller. A second stepper motor and controller could be mounted to the lead screw of the lathe. This motor would be configured to advance the wheel cutter into the wheel blank and then retract it. The feed rate can be set to slow speeds for cutting steel pinions, or faster feeds for cutting brass wheels. Each time the lead screw motor advances and retracts the cutter, it will trigger the indexing motor to rotate to the next tooth position, which will trigger the lead screw to advance the cutter again. Once this setup is adjusted and started, it will cut each tooth of the wheel one after another without further action by the operator. Though it is common for clockmakers to cut gears on a lathe, a similar operation could be set up with the CNC rotary table and a Sherline milling machine. With two controllers and a stepper motor mounted to the X axis of the milling machine, completely automated cutting of gears can be achieved.
Shown here is the CNC Rotary Indexer mounted to the back end of the South Bend lathe. Note the solid aluminum mounting plate which is bolted to the quick change gear plate of the lathe. The red handwheel allows the operator to hand crank the rotary indexer during setup. The rotary table can be locked with an Allen wrench in the screw on the front-facing side of the table, above and to the left of the stepper motor.
Here is a back view of the Rotary Indexer mounted to the lathe. The electronic controller 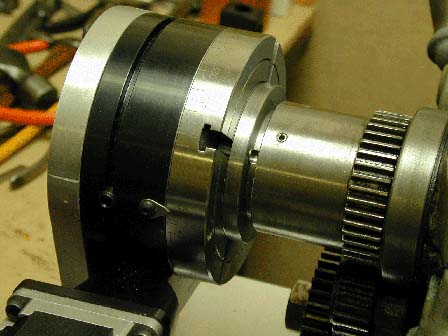
Here is a closeup of the coupling between the rotary table and the headstock.
And here's one of Ray's first gears cut with the indexer!
Photographs by Ray Bates ®
Home | Rotary Table | CNC Mill | Wood Router
|


